Основные
ПроизводительIsitan
Страна производительТурция
СостояниеНовое
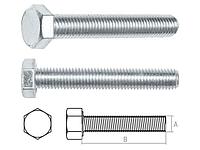
Описание: Вальцовочные станки в зависимости от типа привода бывают электрические, гидравлические и ручные. Несмотря на меньшую производительность ручных вальцов, они сегодня широко востребованы, поскольку обладают двумя важными достоинствами. Во-первых, портативность таких станков дает возможность устанавливать их прямо на строительной площадке. Это позволяет изготавливать различные элементы систем водоснабжения, кондиционирования и отопления гораздо быстрее, поскольку нет нужды в их транспортировке. А во-вторых, стоимость ручных вальцовочных станков во много раз ниже, и это снижает оборотные расходы компании. Преимущества ручных вальцов ISITAN R массивная чугунная станина; валки изготовлены из закаленной конструкционной стали по стандарту SAЕ 1050; возможность изготовления конических и цилиндрических деталей; наличие пазов для гибки прутков; откидывающийся верхний вал. Большую популярность на отечественном рынке заслужили ручные вальцы серии R производства турецкой компании ISITAN Технические характеристики Модель Длина, мм Ширина, мм Высота, мм Вес, кг Рабочая длина, мм Толщина металла, мм Диаметр валов, мм R 1050x46 1400 700 1120 160 1050 0,8 46 R 1050x56 1400 700 1120 185 1050 1 56 R 1050x68 1930 700 1160 280 1050 1,5 68 R 1050x75 1930 700 1160 300 1050 2 75 R 1270x68 2150 700 1160 310 1270 1,2 68 R 1270x75 2150 700 1160 330 1270 1,5 75 R 1550x68 2430 700 1160 330 1550 1 68 R 1550x75 2430 700 1160 350 1550 1,2 75 R 2050x75 2930 700 1160 365 2050 1 75 Конструктивные особенности и принцип действия Механический вальцовочный станок, управляемый вручную с помощью приводной рукоятки, имеет простую конструкцию. Ручные вальцы состоят из открытой чугунной станины рамного типа и трехвалкового гибочного устройства (два опорных валка и один прижимной вал). Вальцовка (деформирование) тонколистового проката (стали, алюминия и прочих видов металла) толщиной от 0,8 до 3,0 мм выполняется следующим образом: Производится поднимание верхнего вала за счет вращения прижимных винтов. Край металлической заготовки (листа, полосы) вставляется между изгибающим (верхним) валом и двумя нижними (опорными) валами. Верхний вал опускается за счет постепенного закручивания прижимных винтов (на ½ оборота). После каждого полуоборота винтов осуществляется протягивание всего листа между валками, вращающимися в противоположных направлениях (механический привод от рукоятки через шестерни). Прижимной вал опускается на определенную величину (зависит от радиуса обечайки). Для извлечения сформированной обечайки с замкнутым контуром прижимной вал поднимается в верхнее положение (вращение винтов) и снимается. Настройка параметров, зажим заготовок и вращение валков производится оператором вручную. Величина регулируемого зазора между нижними валами и прижимным валом зависит от толщины изгибаемого листа. Минимальный диаметр изделия превышает диаметр верхнего вала в 1,5 раза.